

Compliant, Precise Labels for the Pharmaceutical Industry
From prescription drug labels and OTC packaging to clinical trial kits and medical devices — Nurvyn manufactures pharmaceutical labels that meet FDA 21 CFR, EU GMP, and serialization requirements with the precision and traceability your products demand.
The Label Challenges Pharmaceutical Companies Face Every Day
Pharmaceutical labeling is arguably the most regulated and highest-stakes labeling category in existence. A labeling error in pharma is not just a brand problem — it can be a patient safety issue, a regulatory violation, and a recall trigger. Here are the six challenges that pharmaceutical and nutraceutical companies tell us about most frequently.

FDA 21 CFR Part 201, EU Directive 2001/83/EC, serialization mandates, and country-specific requirements create a complex compliance landscape. Labels must include specific mandatory elements in precise formats, with correct font sizes, language requirements, and placement. Non-compliance risks product recalls, import refusals, and regulatory action. Nurvyn’s team understands pharmaceutical labeling regulations and produces labels formatted to your target market’s requirements.
Pharmaceutical serialization mandates (DSCSA in the US, FMD in the EU) require unique serial numbers, lot numbers, and expiry dates on every pack. Managing variable data printing at scale — while maintaining 100% accuracy — is a significant technical challenge. Nurvyn’s digital printing systems handle variable data printing with full verification, ensuring every label has the correct unique identifiers.
Pharmaceuticals are stored and transported across a wide range of conditions — from frozen biologics at -80°C to tropical climates at 40°C/75% RH. Standard labels fail in these conditions: adhesives lose grip, materials warp, and print smears. Nurvyn offers materials and adhesives validated for the full range of pharmaceutical storage conditions, from deep freeze to high humidity tropical environments.
Pharmaceutical counterfeiting is a global problem that endangers patients and damages brand integrity. Tamper-evident labels and anti-counterfeiting features are increasingly required by regulators and expected by healthcare professionals. Nurvyn offers holographic seals, void labels, sequential numbering, and other security features that provide tamper evidence and make counterfeiting significantly more difficult.
Pharmaceutical labels must contain extensive mandatory information — drug name, strength, dosage form, lot number, expiry date, storage conditions, manufacturer details, and more — often on very small containers like vials, ampoules, and blister packs. Fitting all required information legibly on a small label requires precision design and high-resolution printing. Nurvyn’s printing maintains crisp, legible text at very small font sizes.
Pharmaceutical labels change frequently — new indications, updated warnings, regulatory revisions, formulation changes. Managing label versions, ensuring old stock is not used after a label change, and maintaining audit trails is a significant operational challenge. Nurvyn supports version-controlled label production with clear lot and version identification to support your change management processes.
Pharmaceutical Label Expertise Built on Regulatory Knowledge
Nurvyn has been manufacturing labels for pharmaceutical and nutraceutical companies for over a decade. We understand that pharmaceutical labeling is fundamentally different from consumer goods labeling — the stakes are higher, the regulations are stricter, and the consequences of errors are more serious.
We have experience producing labels for prescription drugs, OTC medications, dietary supplements, medical devices, and clinical trial materials. This breadth of experience means we understand the specific requirements of each product category — not just as a generic label printer, but as a specialized partner who knows what regulators expect to see.
Our production facility operates with documented quality systems, and we can provide material certifications, batch records, and compliance documentation to support your regulatory submissions and quality audits. We supply pharmaceutical companies selling in the US, EU, and Asia-Pacific markets.
Label Solutions for Pharmaceutical Products
Pharmaceutical labels must balance strict compliance requirements with clear, professional presentation. Here are the label types most commonly used in pharmaceutical packaging, each selected for its ability to meet regulatory requirements while maintaining product integrity.

Moisture-resistant BOPP labels for vials, bottles, and blister packs that maintain adhesion and print clarity in refrigerated and humid storage conditions. Essential for liquid medications and injectable products.
Learn More
GS1-compliant 2D barcodes, DataMatrix codes, and QR codes for pharmaceutical serialization. Supports DSCSA, FMD, and other track-and-trace mandates. Full variable data printing with 100% verification.
Learn More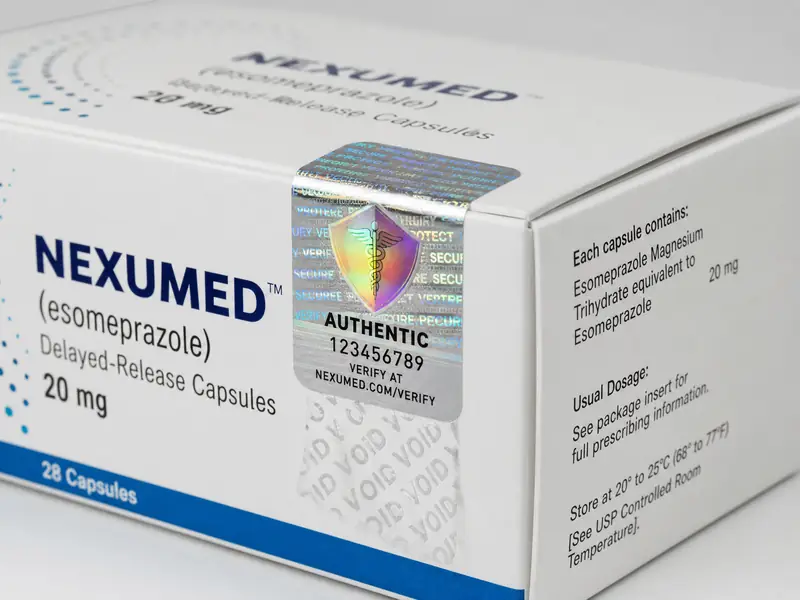
Holographic security seals that provide visible tamper evidence and anti-counterfeiting protection. Void-on-removal functionality alerts healthcare professionals and patients to potential tampering.
Learn More
Roll format labels for automated pharmaceutical packaging lines. Compatible with all standard labeling machines. Consistent quality across high-volume production runs with full traceability.
Learn More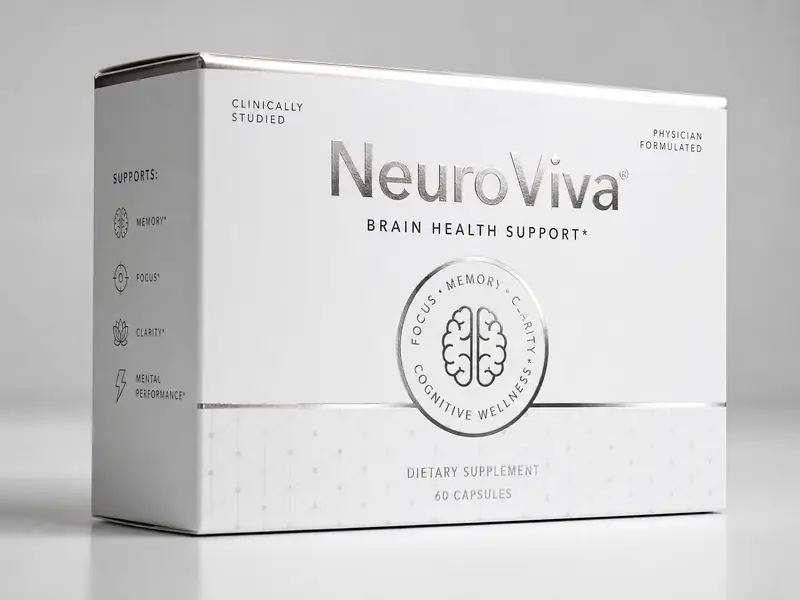
Metallic foil labels for premium OTC products and nutraceuticals that need to communicate quality and efficacy at retail. Gold and silver foil options for premium positioning.
Learn More
Custom die-cut labels for non-standard pharmaceutical containers — irregular vials, specialty applicators, and unique packaging formats. Any shape, any size, with full compliance formatting.
Learn MoreHow to Get Pharmaceutical Labels Right
Pharmaceutical labeling errors are among the most costly and dangerous mistakes in the industry. Getting your labels right requires careful attention to regulatory requirements, material selection, and quality control. Here is our practical guide based on years of experience with pharmaceutical clients.
Before submitting artwork for printing, verify that all mandatory elements required by your target market’s regulations are present and correctly formatted. For FDA-regulated products, this includes the established name, quantity of active ingredient, dosage form, route of administration, lot number, expiry date, storage conditions, and manufacturer information. Missing or incorrectly formatted mandatory elements will require artwork revision and delay your production.
Pharmaceutical products are stored across a wide range of conditions. Always specify your product’s storage requirements — frozen (-20°C or -80°C), refrigerated (2–8°C), controlled room temperature, or tropical conditions — when ordering labels. The wrong material or adhesive can fail in your specific storage environment, leading to labels that peel, warp, or become illegible. Nurvyn will select materials validated for your specific conditions.
If your product requires serialization (DSCSA, FMD, or other mandates), plan for the variable data elements from the label design stage. The barcode, serial number, lot number, and expiry date areas must be correctly sized and positioned in your artwork. Retrofitting serialization onto an existing label design is often difficult and may require a complete redesign. Build it in from the start.
For pharmaceutical labels, always request physical proofs before approving a new design for production. Physical proofs allow you to verify that all text is legible at actual size, that barcodes scan correctly, that colors match your requirements, and that the label applies correctly to your container. Digital proofs cannot replicate the physical properties of the label material and finish.
Pharmaceutical label changes must be carefully managed to prevent use of outdated labels. Maintain a version control system that records each label version, the date it was approved, the date it was superseded, and the reason for the change. Nurvyn can provide batch records for each production run to support your version control documentation. Ensure your warehouse processes prevent mixing of old and new label versions.
Before ordering large quantities, validate that your chosen label performs correctly on your actual containers. Apply sample labels to your containers and subject them to your standard storage, shipping, and handling conditions. Check adhesion, print clarity, barcode scan rates, and tamper-evidence functionality. Nurvyn provides sample labels for validation testing before full production runs.
| Product / Application | Recommended Material | Key Requirement | Recommended Finish |
|---|---|---|---|
| Injectable vials & ampoules | White or clear BOPP | Freeze/refrigeration grade | Gloss laminate |
| Oral solid dose (tablets, capsules) | White paper or BOPP | Ambient conditions | Matte or gloss laminate |
| Liquid medications (bottles) | White BOPP | Moisture-resistant | Gloss laminate |
| Clinical trial materials | White BOPP | Variable data printing | Matte laminate |
| OTC retail products | White BOPP or paper | Standard retail | Gloss laminate or metallic foil |
| Medical devices | White polyester | Chemical & abrasion resistant | Gloss laminate |
| Dietary supplements | White BOPP or paper | Standard ambient | Gloss or matte laminate |
Why Pharmaceutical Companies Choose Nurvyn
Pharmaceutical labeling requires a manufacturer with documented quality systems, regulatory knowledge, and the technical capability to produce compliant labels consistently. Nurvyn meets these requirements with a combination of manufacturing expertise and regulatory understanding.
Experienced with FDA 21 CFR, EU GMP, DSCSA serialization, and FMD requirements. We can advise on formatting requirements for your target markets.
Standard production in 7–14 business days. Rush production available for urgent regulatory submissions and product launches.
Full variable data printing capability for serialization, lot numbers, and expiry dates. 100% verification of all variable data before shipment.
Batch records and material certifications available for each production run to support your quality audits and regulatory submissions.
No middlemen or broker markups. Direct manufacturer pricing with 20–40% savings compared to local resellers.
From small clinical trial batches to commercial-scale production. Digital printing makes small runs economically viable.
Materials validated for pharmaceutical storage conditions including deep freeze, refrigeration, and tropical environments. Documentation available.
Reliable international shipping to the US, EU, Australia, and Asia-Pacific. Export documentation provided for all shipments.
From First Contact to Delivered Labels in 5 Simple Steps
We have designed our ordering process to be as simple and transparent as possible. Here is exactly what happens from the moment you contact us to the moment your labels arrive.
Share your product type, container dimensions, regulatory requirements, quantity, and any serialization needs. Send your artwork or let us know if you need assistance.
We respond within 24 hours with material options, compliance recommendations, pricing at different quantities, and lead time estimates.
Digital proof sent for your approval. Physical samples available for validation testing. We do not proceed to production until you are fully satisfied.
Labels produced with full quality control including variable data verification, barcode scan testing, and visual inspection. Batch records provided.
Carefully packed and shipped with all required documentation. Standard international delivery in 5–10 business days after production.
Frequently Asked Questions from Pharmaceutical Companies
We can produce labels formatted to FDA 21 CFR requirements, including the correct placement and sizing of mandatory label elements. However, we are a label manufacturer, not a regulatory consultant. You are responsible for ensuring the accuracy and completeness of your label content and for verifying that your labels meet all applicable regulatory requirements. We recommend working with a pharmaceutical regulatory consultant to review your label content before submitting artwork.
Yes. Our digital printing systems support variable data printing for pharmaceutical serialization, including unique serial numbers, lot numbers, and expiry dates. We can print GS1-compliant DataMatrix codes and 2D barcodes for DSCSA and FMD compliance. All variable data is verified before shipment. Please provide your serialization specifications when requesting a quote.
We offer materials and adhesives validated for a range of cold-chain conditions, including refrigerated (2–8°C), frozen (-20°C), and deep-frozen (-80°C) storage. For each application, we select the appropriate substrate and adhesive combination based on your specific storage and handling requirements. We can provide material data sheets confirming the temperature range for each material.
Yes. We can provide batch records for each production run, including the material used, production date, quantity produced, and QC results. We can also provide material safety data sheets (MSDS) and material certifications for the substrates and adhesives used in your labels. These documents can support your quality audits and regulatory submissions.
Yes. We offer several tamper-evidence options including holographic void labels (which leave a ‘VOID’ pattern when removed), destructible labels (which cannot be removed intact), and tamper-evident seals. We can also produce labels with sequential numbering for audit trail purposes. Please specify your tamper-evidence requirements when requesting a quote.
We have no minimum order quantity. Our digital printing technology makes small runs economically viable — you can order as few as 100 labels for clinical trial materials or small-batch products. Pricing scales with quantity, and we are happy to provide pricing at multiple quantity levels to help you plan your inventory.
Ready to Discuss Your Pharmaceutical Labeling Requirements?
Get a detailed quote for your pharmaceutical labels, including compliance formatting assistance and material recommendations for your specific storage conditions.